

在激光加工过程中,具有红光预览和红光定位的功能,协助用户更好地规划被加工材料的使用率。同时,可视的红光很好地减少了,CO2激光自身的不可视性给激光光路调试所带来的阻碍。帮助用户准确目测激光的传输路径,使光路调整更精确、方便,也减少了被CO2激光灼伤的风险。尤其是对于激光机光路调试经验不足的人群,大大提高了操作安全性。
利用红光进行光路调节总共分为3个部分,纵向光路调节,横向光路调节以及垂直光路调节。
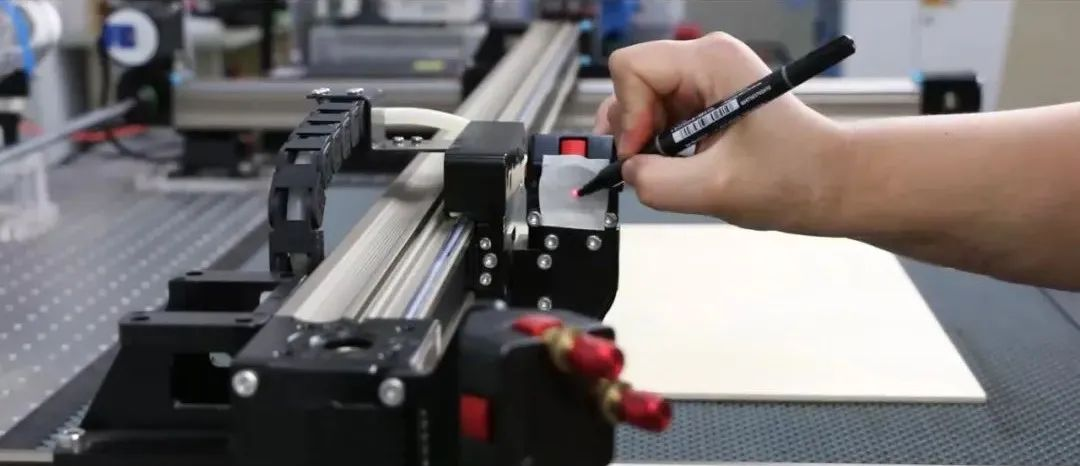
把X轴横梁移动到距离光源最近的位置,将美纹纸贴至第二反射镜架上,并用笔在美纹纸上做一个和红光同点的记号。

再让X轴横梁走到距离光源最远的位置。

通过第一反射镜架上的调节螺丝,将已经偏离记号点的红光进行调整,使其与记号点再次重合。

上述动作需重复2-3遍,直到红光与记号点没有偏差,完成纵向光路的调整。
将激光头移动至最左侧的位置,贴上美纹纸,并用笔在美纹纸上做一个与红光同点的记号。
让激光头走到最右侧的位置
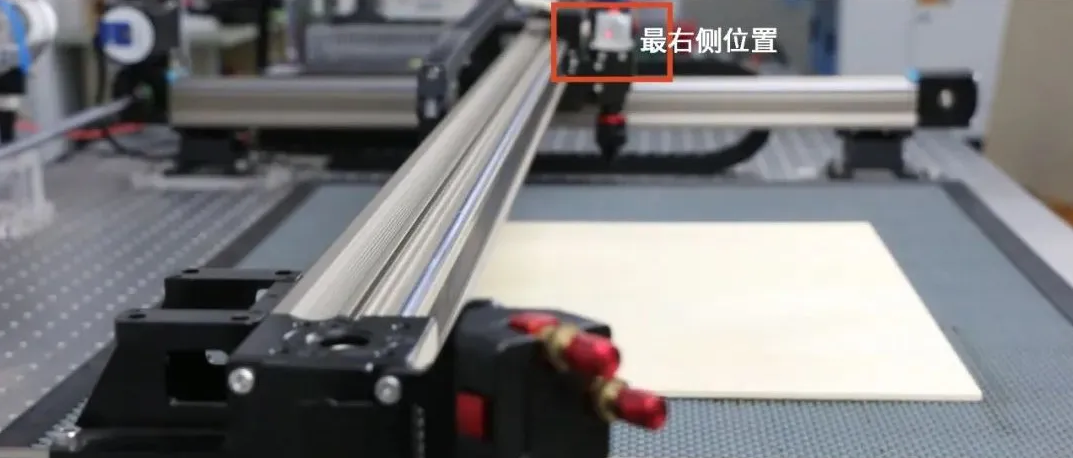
通过反射镜架上的调节螺丝将已经偏离记号点的红光进行调整,使其与记号点再次重合。

上述动作需重复2-3遍,直到红光与记号点没有偏差,完成横向光路的调整。
将木板放置在机器平台上,并用美纹纸做一个点状记号。
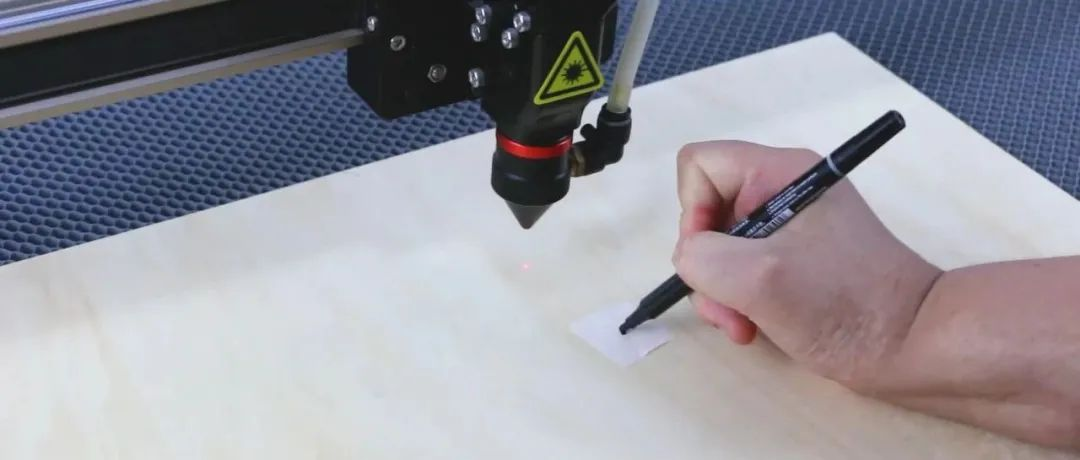
激光嘴下移至美纹纸表面,移动木板使记号与激光嘴的中心重合。

接着将激光嘴上移
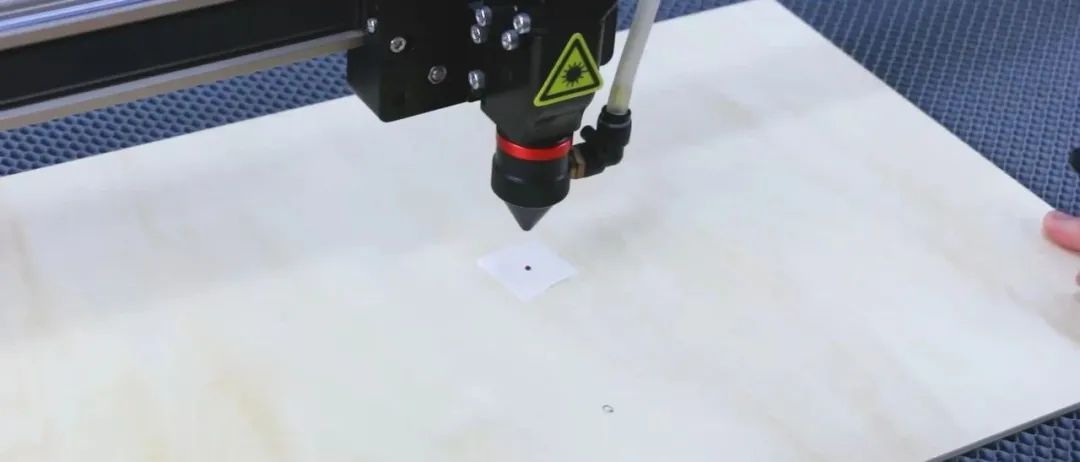
并调节第三反射镜架上的调节螺丝,使红光与记号点重合,完成垂直光路的调整。

至此,所有的光路调整完毕。



材料:5mm厚的亚克力






