产品简介
简述
详细参数
点击下载完整产品说明附件
常见问题解决方案
雕刻深度不够
开始工作就出现雕刻不深、切割深度不够的问题:
1. 检查激光管的支承点是否合理;
2. 光强(电流)设置得是否太小;
3. 光路是否偏移;
4. 焦距是否正确;
5. 镜片表面是否有划痕和脏物;
6. 冷却水的流量、流压是否正常。
机器工作一会儿之后才出现雕刻、切割深度不够的问题:
1. 检查激光管的支承点是否合理;
2. 水温是否正常;
3. 镜片在工作时是否发热;
4. 冷却水的流量流压是否正常;
5. 冷却水是否清洁。
高压打火及放电
1. 检查激光器高压头周围是否有脏污或者潮湿;
2. 高压端或高压接头部分是否距离机器金属部分太近;
3. 激光电源高压连接装置是否从支座上脱落;
4. 高压连接装置内部是否断线或者破坏;
5. 水温过低导致管壁及水冷套部位有冷凝水。
*如果以上几点问题都不存在请联系本公司售后咨询与处理
激光管破裂
1. 水温过低导致激光器里面的水结冰;
2. 激光器没有通水;
3. 水压太低;
4. 水流方向没有遵照低进高出原则,水未充满激光器水冷管,导致激光器局部受热。
导致高压放电及击穿现象
1. 电源不匹配或使用不同规格的电源工作(使用高功率的激光电源激发低功率的激光管),超过激光管所能承受的额定电压,导致激光管的破损;
2. 水冷条件不好,冷却水没有充满整个水冷管有气泡存在,在没有水冷的位置,局部温度过高,导致玻璃料性变化造成激光管玻璃局部的破损;
3. 玻璃材料生产时温度、原料、工艺等原因的影响造成玻璃材料内有微小气泡或厚度的不均匀,出现此种情况在高压放电的情况下造成薄弱位置的破损。
使用激光电源故障检测说明
以下检测方法在保证激光管没有外观损坏的情况下进行:
1. 激光电源带检测功能的,激光在电源待机状态下,按下test 开关后,laser 灯亮,激光管输出激光。如果laser灯不亮,表明激光电源损坏;如果laser灯亮,激光管不出激光,表明激光器损坏;
2. 激光电源没有带检测功能的,激光电源的信号端口5V 和IN 两个端口用导线连接;L、P、G 三个端口连接,激光电源通电后,如果电流在10mA 以上,此时激光器没有激光能量输出或者激光能量输出比较弱,表明激光器损坏;如果电流在10mA 以下,表明激光电源损坏。
注意事项
安全须知
1. 光学安全
此类激光器是四类激光器,激光束的波长为10.6μm,系统工作时所有人员建议佩戴经认可的激光防护眼镜,即便在佩戴激光防护眼镜时也不允许直视激光束或任何反射的激光光束。
警告:激光辐射会导致对眼睛的严重伤害——包括致盲。
- 禁止使光束直接面对具有反射性的物体;
- 强烈推荐激光器放置在其光束与眼睛处于不同水平面上,并且不要指向房间的入口,注意不要让激光射出窗户;
- 光束与某些材料的相互作用会引起可见光辐射,并可能引起与可见光辐射相同的潜在危害,这种情况下必须采用适当的保护措施。
2. 电力安全
警告:二氧化碳激光管的点燃电压接近35KV,其存在于激光管、高压电源和它们之间的高压连接线上;该设备直流电压具有致命性危险。即使在电力中断后,此危险仍可能存在。
- 激光电源的外罩请勿打开。仅限有资质,熟悉该设备的技术人员进行相关操作;
- 在系统正常操作的时候并不存在电气危险。但需要高压绝缘保护罩位置正确且接地良好;
- 在高压绝缘保护罩被拆下或者高压电源没有被屏蔽的时候操作系统,可能存在暴露在高压下的危险,因此请特别注意安全。
使用注意事项
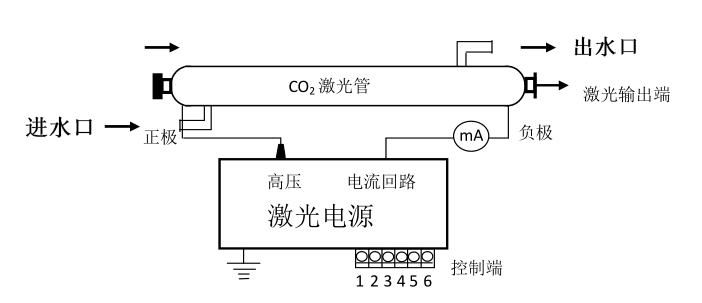
1. 与激光电源的连接
激光电源的高压(HV+)必须与二氧化碳激光管的阳极(全反射端)相连;
激光电源的电、回路通过电流表(或直接)与二氧化碳激光管的阴极(激光输出端)相连。
2. 激光管冷却
使用时确保激光器是否连通了水保护,请先接通冷却水,使水流按照低进高出的要求在激光管内循环流动。调整出水管位置,确保冷却水充满水冷管,管内没有任何汽泡,再开启电源。
要求:用软水(蒸馏水或纯净水)作为冷却水,并且要经常注意冷却水的水温,水温要控制在15℃-30℃之间,不得过高或过低。尤其是夏天,一旦发现水温过高,就要及时更换冷却水或停机休息一段时间;寒冷地区,保证冷却水不能结冰,尤其是激光器停机后,不能有冷却水储留在激光管内,以免冷却水结冰导致激光管炸裂。(特别注意:使用交流电的用户,冷却水水箱一定要接地)
冷却水的流量要控制在8-13(L/min),否则冷却效果不好,会引起跳模,光斑变型导致激光管功率下降;冷却水回水口(出水口)在水箱内一定要被水淹没,否则每次关、开机时会导致激光管内冷却水灌不满。
3. 激光管安装的最佳支撑点:激光管放置在激光管支架上的位置,必须是激光管厂家建议的支撑点(参见激光管标识)
4. 激光管输出镜的保护
注意保护激光器的输出窗口,避免工作过程中(也包括调试光路过程中)产生的烟雾溅射到输出窗口表面。如果输出窗口外表面被污染,会引起激光管功率下降,这时可用脱脂棉或绸布蘸取无水酒精轻轻擦拭输出窗口表面;
5. 在调试过程中,通过调整激光器支撑点或旋转激光器方位,再将激光器固定,以达到最佳输出效果;
6. 请务必注意:避免高压电极附近堆积尘埃,保持高压电极干燥,同时高压端尽可能地远离金属,以防高压打火放电;
7. 激光器在使用过程中,要防止水冷管内结成水垢,避免冷却水输送管道堵塞,散热效果变差。一旦发现,可用20%的稀盐酸清洗冷却管,清除水垢;
8. 激光器为易碎玻璃制品,安装使用时,避免局部受力过大;
9. 合理化使用激光管,节约激光能源,激光管的工作电流不要超过最大使用电流。
保修条例
本公司生产的二氧化碳激光管自出厂之日起工业用激光管质保期如下(包括库存期):
C 系列 :C35-C80,质保120天;C90-C150,质保300天;
T 系列 :质保300天;
TR系列:质保300天;
U 系列 :质保365天。
质保范围
保修期内如果出现以下情况,请出示相关证明,保持出厂标识完整,外观完好,必须用安全稳固的包装方式发回我司保修调换:用多层海绵/泡沫等材料固定激光管,用完好的纸盒包装。
1.正常使用情况下,功率下降幅度超出额定功率20%;
2. 外观完好但正常加电不启辉;
3. 光斑空心;
4. 无法确认激光管不良原因。
注:
1、更换的新管不单独重新计算质保时间,而是和之前的旧管累计计算质保时间。
2、 国外客户因物流特殊的原因,客户需拍摄能有效反馈产品使用问题的视频以及激光管质保标签照片发给售后确认,需要售后补发的激光管,随客户的下一批订单发送;如特殊情况,客户暂时不下单,但是其有货柜从中国发出,需要我们配合先给予补发产品的,可以发送到客户指定的国内地址。
质保期内,因本公司运输中造成损坏、经由技术确认故障问题属于质保范围并无需退回激光管,需提供相关视频和质保标签照片,联系售后更换新管。
以下不属于激光管质保范围:
1. 超出保修期限;
2. 在使用过程中,由于水冷效果不好,水流速不达标、水温过高、管内有气泡,导致激光管功率下降或炸裂;
3. 激光管的输出镜片外表面被污染导致功率下降;
4. 外力、人为原因造成破损。







